广州数控机床G71指令如何编程?
在数控加工领域,G71指令是数控车床编程中极为重要的一环,特别是在广州数控机床的操作中,G71指令的应用更是广泛而深入。本文将从G71指令的基本概念、编程格式、应用实例、注意事项以及与其他指令的对比等多个维度,全面解析广州数控机床G71指令的编程与应用。
G71指令的基本概念
G71指令是数控车床加工技术指令中的内外径粗车复合循环指令。该指令特别适用于采用毛坯为圆棒料的阶梯轴零件加工,这些零件通常需要多次走刀才能完成粗加工。G71指令能够自动完成从毛坯到粗加工轮廓的多层切削,大大简化了编程过程,提高了加工效率。
G71指令的编程格式
在广州数控机床上,G71指令的编程格式主要分为无凹槽加工和有凹槽加工两种。
无凹槽加工格式:
```
G71 U(Δd) R(e) P(ns) Q(nf) X(Δx) Z(Δz) F(f) S(s) T(t)
```
其中:
Δd:背吃刀量,即每次切削的深度。
e:退刀量,即刀具在每次切削后返回的距离。
ns:精加工轮廓程序段中开始段的段号。
nf:精加工轮廓程序段中结束段的段号。
Δx、Δz:分别为X轴和Z轴方向的精加工余量(直径值)。
f、s、t:分别为粗车时的进给量、主轴转速及所用刀具的编号。
有凹槽加工格式:
```
G71 U(Δd) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)
```
与无凹槽加工格式相比,有凹槽加工格式中的R(r)和E(e)有所不同,其中r表示退刀时的安全距离,e表示凹槽的偏置量。
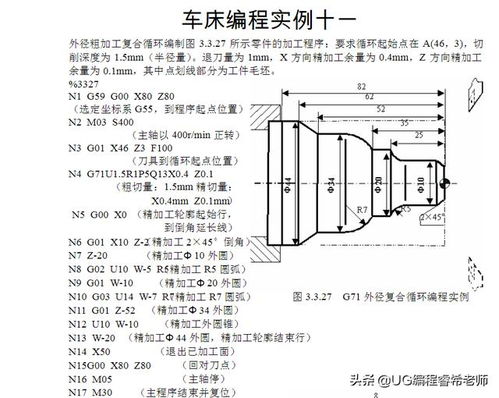
G71指令的应用实例
以下是一个典型的G71指令应用实例,用于加工一个阶梯轴零件。
编程示例:
```
O3327
N1 M03 S400 (主轴以400r/min正转)
N2 T0101 (选定刀具,建立工件坐标系)
N3 G0 X46 Z3 (刀具到循环起点位置)
N4 G71 U1.5 R1 (设定背吃刀量为1.5mm,退刀量为1mm)
N5 G71 P5 Q14 X0.4 Z0.1 F100 (粗切量:1.5mm,精切量:X0.4mm,Z0.1mm,进给速度为100mm/min)
N6 G00 X0 (精加工轮廓起始行,到倒角延长线)
N61 G01 X6
N7 G01 X10 Z-2 F30 (精加工2×45°倒角)
N8 Z-20 (精加工Φ10外圆)
N9 G02 U10 W-5 R5 (精加工R5圆弧)
N10 G01 W-10 (精加工Φ20外圆)
N11 G03 U14 W-7 R7 (精加工R7圆弧)
N12 G01 Z-52 (精加工Φ34外圆)
N13 U10 W-10 (精加工外圆锥)
N14 W-20 (精加工Φ44外圆,精加工轮廓结束行)
N15 X50 (退出已加工面)
N16 G00 X80 Z80 (回对刀点)
N17 M05 (主轴停)
N18 M30 (主程序结束并复位)
```
在这个示例中,G71指令用于粗加工阶梯轴零件的外轮廓。通过设置背吃刀量、退刀量、精加工轮廓的起始和结束段号以及精加工余量等参数,G71指令能够自动完成多层切削,直至达到所需的粗加工轮廓。随后,通过编写精加工程序段(从N6到N14),进一步加工出最终的零件轮廓。
G71指令的注意事项
在使用G71指令时,需要注意以下几点:
1. 循环起点的设置:G71指令需要一个循环起点,刀具将从这个点开始按照数控系统安排的路径进行切削。
2.
- 上一篇: 如何用移动积分兑换话费?
- 下一篇: 西湖的面积具体是多少?












游戏攻略帮助你
更多+-
04/06
-
04/06
-
04/06
-
04/06
-
04/06